
Last time we ran through the basics of the end of my lost wax casting process. But I often get questions about how I got started casting, and how other people could get started, too.
Well, like many people who hang around with reenactment groups, I had seen pewter casting, and took a basic class on carving soapstone molds and pewter casting. It was fun and I wanted to learn more about casting.
Only an hour drive from my house there was a community college with a jewelry department. They taught all day classes on Friday – 8 AM to 5PM. One of my girlfriends suggested that we take a Friday class together. So I went back to college. The classes were different every semester, and included casting, enamelwork, and metal forming. We had about three hours of lecture time and then the rest of the day was hands-on. Best of all we had access to all of the equipment that the jewelry lab had: kilns, centrifugal casting machines, torches, hydraulic presses, you name it. They didn’t care what sort of items we made, just that we were learning to do the semester’s processes.
I loved it. I took classes for a couple of years, and started collecting equipment to be able to do my own casting. I started casting using casting sand, instead of lost wax. It required a LOT less equipment.
Equipment is the big barrier for most beginning jewelers. My current set-up, if I had to buy it new, would be worth about $10,000, and that isn’t even counting the small tools and a lot of the expendable supplies. More basic set-ups are certainly possible. As I mentioned, I started my home casting projects using casting sand. This eliminated the need for almost all of the wax equipment, the mold making equipment, the flasks, the de-waxing and burnout ovens, the vacuum machine and the vacuum caster. The minute that you decide that you want to do lost wax casting there are a lot of expenses that can’t be avoided.
Equipment can be purchased used. I have actually purchased a lot of my equipment used through Rio Grande Jewelry supply. My basic bench and some of my hand tools were bought used from a jewelry company that was shutting down.
The most basic kit that I can think of, that would allow successful lost wax casting would require: a wax model, a flask large enough for the model, a base for the flask, investment to create the mold in the flask, a vacuum machine for removing the bubbles from the investment in the flask, a kiln to melt out the wax and harden the investment into a useable mold, a torch to melt the metal for the casting, a crucible to melt the metal in, and a centrifugal casting machine. Here is a picture of my centrifugal caster.
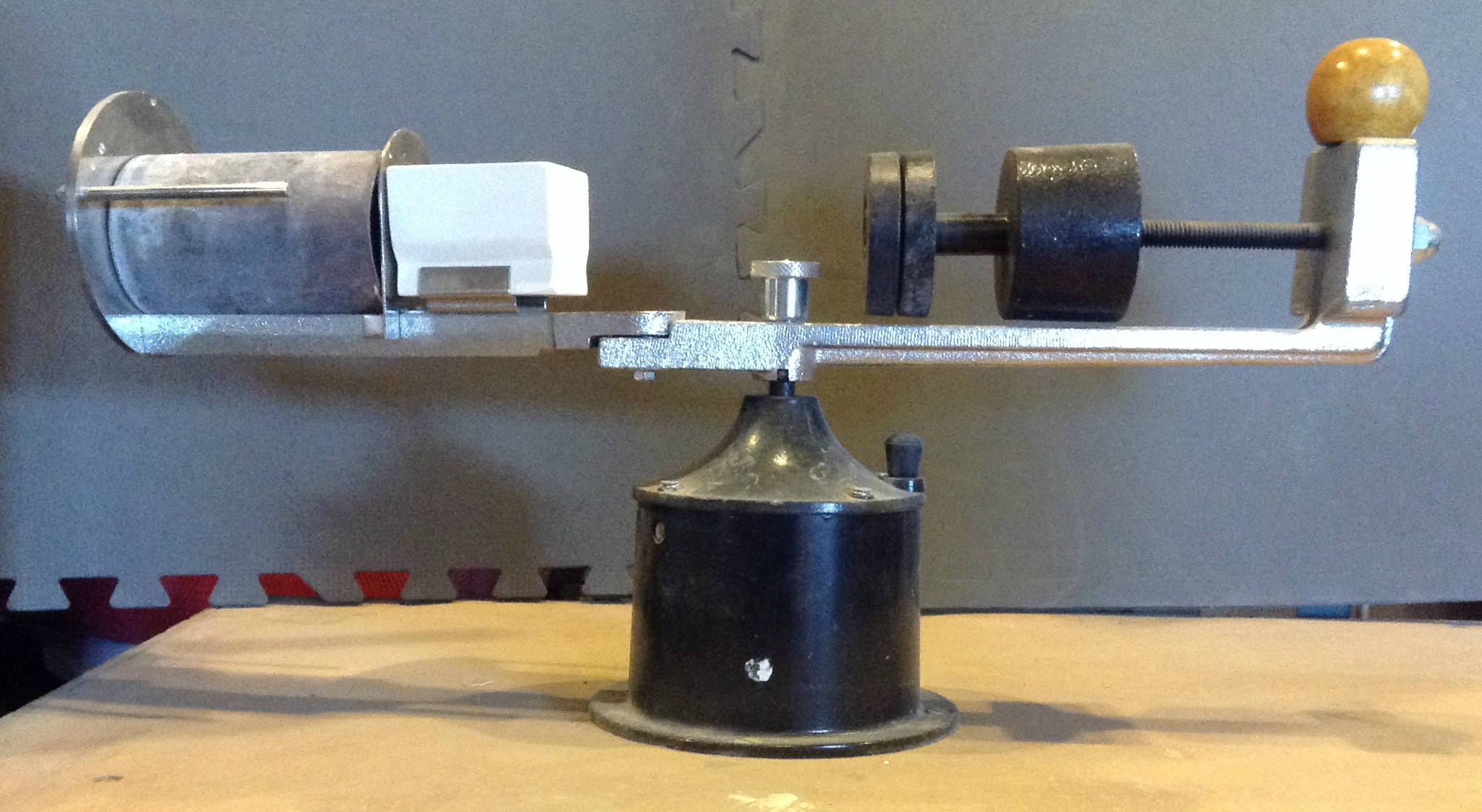
It literally, at the flip of a switch, flings the molten metal into the flask using centrifugal force. The biggest problem with the process that I just mentioned? You destroy your model. If the casting fails you have to create a new model.
Next time: More About Lost Wax Casting Options








