So last time I talked about taking a class at Gulf Wars and mentioned that it reorganized my thoughts on Wire Weaving and a couple of other skills. Before we can go any further everyone needs to have a basic knowledge of “Viking” Wire Weaving, Linked Chains, and Loop in Loop.
All three of these techniques use wire. For simple linked chains, the wire is wrapped on a dowel or other mandrel, individual links are cut, and then those links are joined together to form a chain. This diagram shows how a basic chain mail style chain is made.

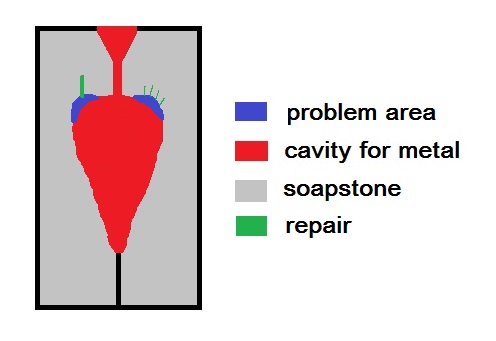
Loop in Loop is a variation on the standard chain. It starts the same way, wrapped wire on a dowel, and then the wire is cut to create a link, but then the link is soldered. The link is then formed, and the formed links are woven together. This diagram shows the simplest form of this chain. This chain is very strong because the links are soldered and more than one wire goes through each link connection.
 This type of loop-in-loop forms a very simple linked chain. The actual shapes of the wires can easily be seen. But more complex forms of this chain can create very complex interwoven shapes that actually resemble wire weaving. A considerable number of the modern Balinese silver chains, the ones that almost look like a snake chain, are made this way.
This type of loop-in-loop forms a very simple linked chain. The actual shapes of the wires can easily be seen. But more complex forms of this chain can create very complex interwoven shapes that actually resemble wire weaving. A considerable number of the modern Balinese silver chains, the ones that almost look like a snake chain, are made this way.
And then there is the “Viking” form of wire weaving that I learned and teach. This chain doesn’t use links, instead the wire is cut into pieces, usually 12 to 18 inches long, and the chain is “sewed” to create the structure of the chain. Here is the basic process, excerpted and abbreviated from my class notes that I use for teaching the Wire Weaving Class.
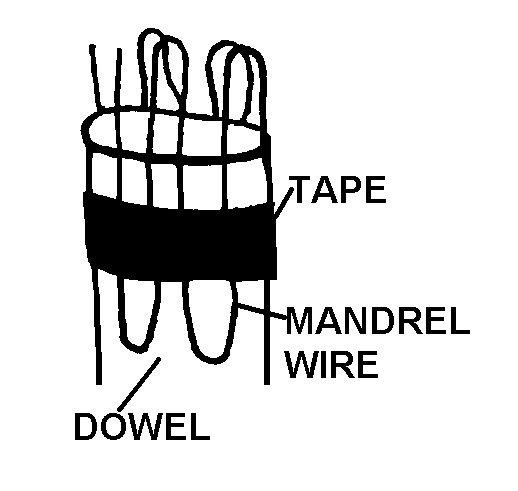
The first step in making a chain is to create a mandrel to hold the first line of loops. These mandrel loops are then spaced as evenly as possible around the mandrel and held in place with a piece of masking tape or a wire.
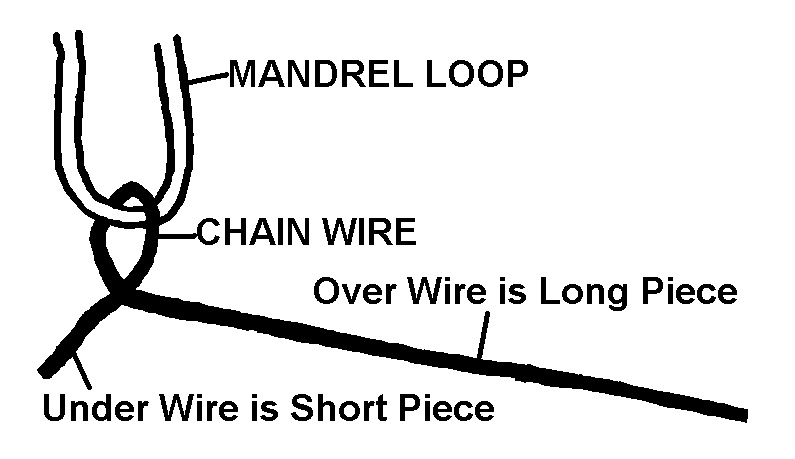
 Once the mandrel is in place, cut a piece of the chain wire about 12-14 inches long and make a hook in the end of the wire that has about a ½ inch “tail”. Hook this “tail” through a loop on the mandrel and cross the tail under the remainder of the piece of wire.
Once the mandrel is in place, cut a piece of the chain wire about 12-14 inches long and make a hook in the end of the wire that has about a ½ inch “tail”. Hook this “tail” through a loop on the mandrel and cross the tail under the remainder of the piece of wire.
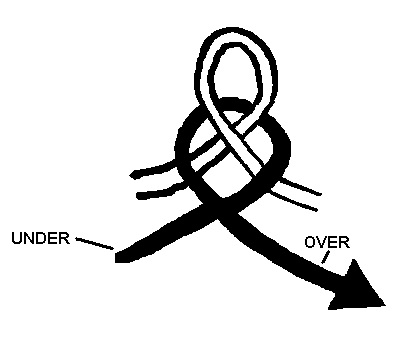
 Take the free end of the wire and loop it through the next loop of the mandrel, going over the mandrel wire and then under it and cross the chain wire. Repeat this process until all of the mandrel wire loops have a wire loop in them. Try to make the loops as even as possible, but do not despair – when you draw down a chain through a draw plate the process evens out the chain more than you can possibly believe. Continue this process on the chain wire loops. Important: As the chain increases in length, slide it off of the end of the dowel so that only about an inch and a half, or two inches of the chain remains on the dowel.
Take the free end of the wire and loop it through the next loop of the mandrel, going over the mandrel wire and then under it and cross the chain wire. Repeat this process until all of the mandrel wire loops have a wire loop in them. Try to make the loops as even as possible, but do not despair – when you draw down a chain through a draw plate the process evens out the chain more than you can possibly believe. Continue this process on the chain wire loops. Important: As the chain increases in length, slide it off of the end of the dowel so that only about an inch and a half, or two inches of the chain remains on the dowel.
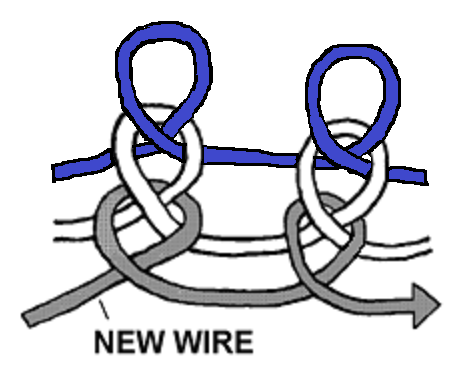
 When you run out of wire, simply cut another piece about 14 inches long and piece it by adding it in the same way as the first piece. Be careful to tuck any loose ends under the following rows.
When you run out of wire, simply cut another piece about 14 inches long and piece it by adding it in the same way as the first piece. Be careful to tuck any loose ends under the following rows.
 Now, this brief explanation of how a “Viking Knit Chain” is made should give you some insights into some of the problems that we have with terminology. Can you guess what they are?
Now, this brief explanation of how a “Viking Knit Chain” is made should give you some insights into some of the problems that we have with terminology. Can you guess what they are?
Next Time: Weaving, Nahlbinding, and Knitting