
Diagnosing why a pewter piece is not casting correctly, without looking at the mold, is not easy. But there are a series of things that I always go through when I am having trouble with a mold. It is a process of elimination. Eliminate all of the potential problems and the piece should cast properly.
First, let’s look at the metal. Every metal alloy has a specific temperature at which it pours properly. Are you getting your metal hot enough? Does it flow well? Are you transferring the metal quickly from the melting pot to the mold? Are you getting your metal too hot? Metal that is too hot will put off a lot of fumes, which means that you are actually cooking off some the metal. This is not good for you or the metal.
Next let’s look at the general form of the mold. Do the two sides of the mold fit together properly? Does the metal leak out? If the metal is leaking out somewhere, and you are clamping it properly, then the faces of the mold – the two surfaces that are supposed to fit together – are not surfaced properly. You will need to resurface the mold to make the surfaces fit properly.
Is the funnel and the sprue large enough to allow the pewter to flow properly into the mold cavity? If the two sides of the sprue are not symmetrical or the sprue channel is not smooth enough the roughness of the mold may cause turbulence in the metal flow that will prevent the mold from filling completely. The inside of the funnel and sprue should be as smooth as you can make them and uniform. Be sure that the sprue does not narrow towards the cavity of the piece and that the transition between the sprue and the mold cavity is smooth.
Is air being trapped in the mold and preventing the metal from getting into the details of the mold? Before you consider making any permanent modifications to the mold try dusting the inside of the mold with caster’s talc or graphite dust. Simply use a small brush and lightly brush the entire inside of the mold with the powder. Sometimes that is all it takes to make a mold cast properly.
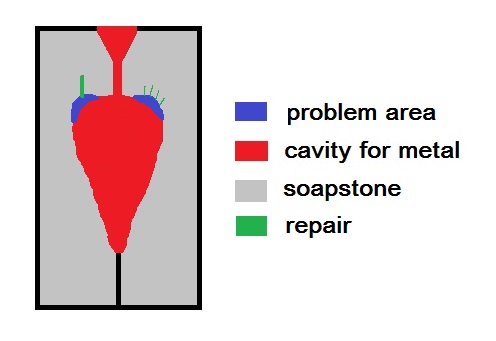
If this does not work it may be necessary to carve very shallow lines, about the diameter of two hairs away from the edge of the mold cavity to allow the air to escape from the mold. in some cases a larger channel, called a riser may be necessary if large quantities of air are trapped.
This graphic shows a couple of examples of air being trapped because of the design of the piece. The use of either shallow cut lines, or a riser should fix the problem.
 If you have run through all of these points, and the mold is warmed up, and the piece is still not casting, it may be time to enlarge the size of the sprue or the funnel area. Begin by enlarging the funnel area, and then if the problem is not fixed, enlarge the diameter of the sprue.
If you have run through all of these points, and the mold is warmed up, and the piece is still not casting, it may be time to enlarge the size of the sprue or the funnel area. Begin by enlarging the funnel area, and then if the problem is not fixed, enlarge the diameter of the sprue.
I hope that you find this information useful in helping you to improve your pewter casting. This series was not intended to be a comprehensive reference to pewter casting, but rather an aid to understanding the process.