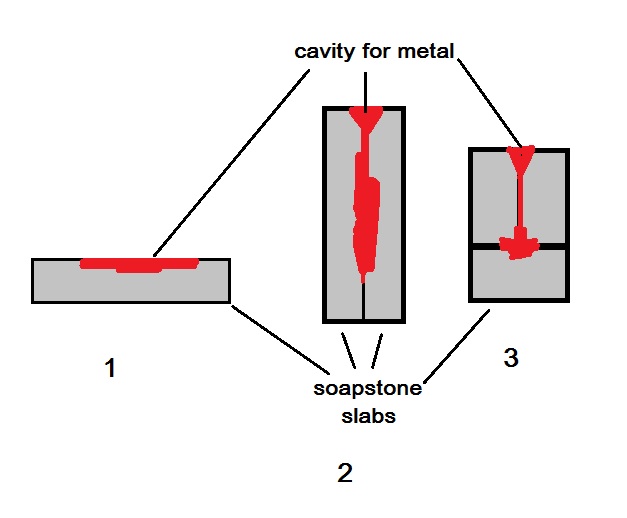
Once you have worked out the details of placing your design within the blocks, and transferred the design, you need to start carving. Many people will actually do the carving of the designs for the molds under water. I don’t always do the carving completely underwater, but I do dip the stone in water regularly to reduce the amount of dust that gets into the air, and I always wear a dust mask.
Soap stone is soft enough to be carved with sharp items like dental tools or sharpened nails, or modern tools like diamond burs and dremel-style electric tools. I suggest experimenting on a scrap piece of soapstone before you actually work on your mold. Make sure that you understand how much pressure it takes to actually carve the stone. Different batches of stone can have different hardnesses. Figure out how your tool behaves, and how you can control the tool so that it does not slip. Be careful to be aware of your hand placement so that you can’t accidentally stab yourself if the tool does slip. You may find that a piece of the weird rubbery drawer liner that they sell will help to keep your block from sliding around as you carve it. Remember, carving soapstone is a skill that takes practice and patience.
One of the dangers of carving soapstone in water is the water itself. The soapstone must be 100% dry before you use it to cast in. Let me repeat that – 100% dry. If there is any water left in the mold you risk cracking the soapstone from thermal shock, or even worse, what I call a “volcano”. This is when molten metal and steam shoots straight up in the air. This is EXTREMELY dangerous and can result in some really nasty burns.
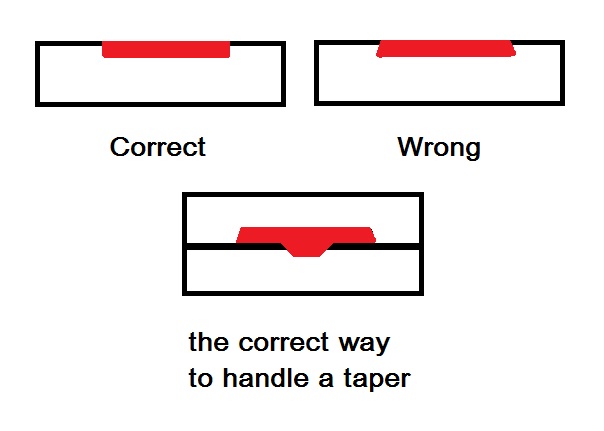
So now you have carved your soapstone mold. You have double checked it to make sure that there are NO undercuts in the mold, and that the mold is completely dry. If you have any doubt about the mold being dry you can lay the pieces, inside surface up, in a cookie try in a conventional oven at the lowest setting for an hour. It is your job to be safe.

English: Chunks of pewter from a pewter spoon (Photo credit: Wikipedia)
I use a small electric furnace to melt my pewter. You can purchase small cast iron pots, shaped like small saucepans with a spout, for melting pewter. I only use lead free pewter. True pewter contains lead, which can be a serious health issue. If the pewter is overheated the lead will cook off as a vapor. This is dangerous. As a merchant who sells in multiple states around the US, I must conform to standards for lead in jewelry. Not having any lead makes it a LOT easier, and safer.
Now it is time to set up for your first pour. Heavy insulating gloves, like welding gloves, and eye protection are a good idea. I wear either a leather apron or a cotton welding apron and closed toed leather shoes. My hair, which is long, is pulled back out of the way and I usually wear cotton blue jeans. This may all seem excessive, but metal that is 500 to 600 degrees can leave a nasty burn.
Next time: Pouring the Metal and Perfecting the Mold